×ķęÄ(gu©®)ĘČõXå╬░Õ╣ż╦ć▐D(zhu©Żn)ōQĄ─š╣ķ_ĘĮĘ©Ż¼ųŲČ©▒Šś╦£╩ĪŻ
ę╗ĪóõXå╬░Õ╝ė╣żłD╝łĘų╬÷
Ą├ĄĮ┐═æ¶╝ė╣żłD╝ł║¾Ż¼ąĶī”įōłD╝łī”æ¬(y©®ng)Ą─░▓čb▓┐╬╗Ż¼Š½Č╚ę¬Ū¾ėąę╗éĆŪÕ╬·Ą─šJūRŻ¼╚╗║¾Ęų╬÷łD╝łĄ─š²┤_ąį╝░╝ė╣żĘĮ░ĖŻ¼ī”łD╝ł¤oę╔┴x║¾Ż¼æ¬(y©®ng)į┌╝ė╣żłD╔Ž║×ūųŻ¼▒Ē╩ŠįōłD╝łęč║╦ī”¤oš`ĪŻī”łD╝łėąę╔┴xšęłD╝łįO(sh©©)ėŗ▀Mąą£Ž═©Ż¼ī”łD╝łėąą▐Ė─Ą─ĄžĘĮæ¬(y©®ng)į┌ą▐Ė─╠Ä║×ūų┤_šJŻ¼═Ō▓┐įO(sh©©)ėŗĤąĶī”ĘĮé„šµĖ³Ė─┤_šJ║»Ż╗ī”╝ė╣żĘĮ░Ė▓╗┤_Č©Ą─Ż¼ė╚Ųõ╩Ūė├ĄĮ░Õ├µ═©ķL║ĖĄ─ĘĮ░ĖŻ¼╩ūŽ╚ę¬═©ų¬╣ż╦ćų„╣▄ęį┤_šJįōĘĮ░ĖĄ─┐╔ąąąįŻ¼▒žę¬Ģr║═ŌkĮÅS▀Mąą£Ž═©Ż¼╗“═©▀^Č©ū÷╩ū╝■┤_šJ╣ż╦ćĘĮ░ĖĪŻ
Č■ĪóõXå╬░ÕŌkĮ╣ż╦ć▐D(zhu©Żn)ōQįŁätŻ║
ó┘Ę¹║ŽłD╝łę¬Ū¾Ż¼╣ż╦ć▐D(zhu©Żn)ōQ║¾Ą─│▀┤ńĪóą╬ĀŅĒÜĘ¹║ŽłD╝łĄ─│▀┤ń║═╣ż╦ćę¬Ū¾ĪŻ
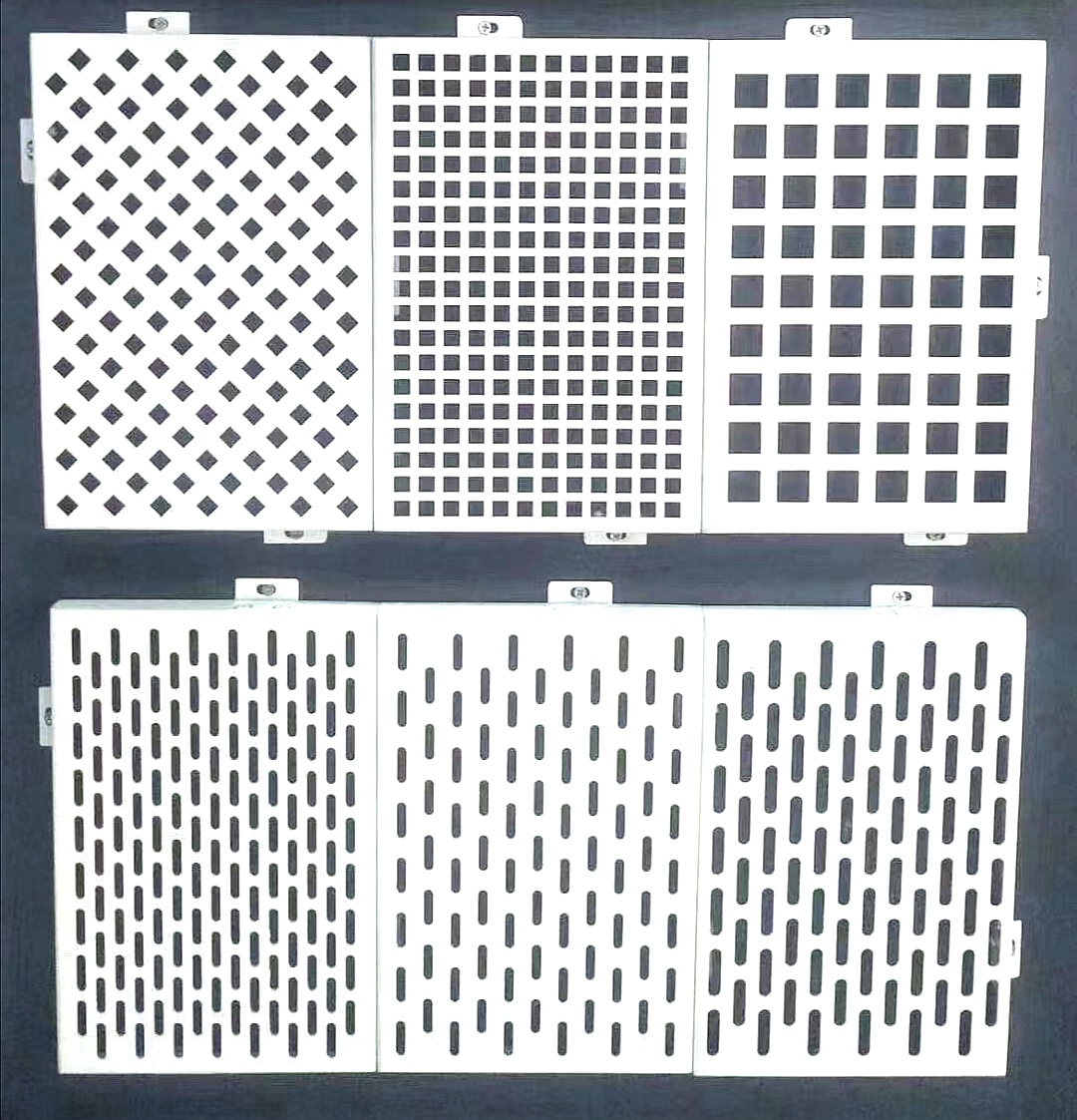
ó┌ū±čŁš╣ķ_╝■▓╗Ė╔╔µįŁ└ĒŻ¼╚ń╣¹į┌š╣ķ_łDųą│÷¼F(xi©żn)ųž»BĄ─ĄžĘĮŻ¼ąĶę¬░čųž»BĄ─▓┐ĘųĘųķ_Ż¼ū„×ķĖĮ╝■▀Mąą║ĖĮė╠Ä└ĒĪŻ
ó█ęį╣Ø(ji©”)╩Ī▓─┴Ž×ķ£╩ätŻ¼╚ń╣¹õXå╬░Õš╣ķ_łDī”▓─┴Ž└╦┘Mć└ųžŻ¼┐╔ęį┐╝æ]īó«a(ch©Żn)ŲĘĘųĖŅ│╔ÄūéĆ▓┐Ęųš╣ķ_ĪŻ
ó▄ĮY(ji©”)║ŽįO(sh©©)éõŽ▐ųŲ┼c╝ė╣ż╣ż╦ćŽ▐ųŲŻ¼▒ŻūC░┤š╣ķ_╝■Ž┬┴Ž║¾Ż¼«a(ch©Żn)ŲĘ─▄ē“š²│Ż╔·«a(ch©Żn)ĪŻ
ó▌░┤õXå╬░Õš╣ķ_łDš█▀ģ║¾Ż¼æ¬(y©®ng)╩╣║Ė┐pķLČ╚ąĪŻ¼ė╚Ųõę¬▒▄├Ō░Õ├µ║ĖĮėŻ¼╚ńĘŪ▒žę¬Ż¼▒M┴┐░č║Ė┐p░▓┼┼į┌▀ģĮŪ╠ÄĪŻ
╚²ĪóõXå╬░Õ│╔ą═Ų½ęŲėŗ╦Ń
1Īó š█ÅØŠĆĄ─Ų½ęŲėŗ╦Ń
į┌░Õ║±į┌2mmĄĮ3mmų«ķgĢrŻ¼Ų½ęŲėŗ╦ŃØMūŃęįŽ┬ėŗ╦ŃĘĮĘ©ĪŻ
░Õ║±=t
š█ÅØĮŪČ╚=”╚
Ų½ęŲ=”╦
«ö(d©Īng)”╚=90ĪŃĢrŻ¼”╦=t-0.5ĪŻ
«ö(d©Īng)”╚Ī┘90ĪŃĢrŻ¼”╦=(t-0.5)*ctg(”╚/2)ĪŻ
”╚=45ĪŃĢrŻ¼cot(22.5ĪŃ)=2.415 ”╦1= 3.6225 ”╦2=4.83 ”╦3=6.0375
”╚=60ĪŃ cot(30ĪŃ)=1.732 ”╦1= 2.598 ”╦2=3.464 ”╦3=4.33
”╚=120ĪŃ cot(60ĪŃ)=0.866 ”╦1= 1.299 ”╦2=1.732 ”╦3=2.165
”╚=135ĪŃ cot(67.5ĪŃ)=0.414 ”╦1= 0.621 ”╦2=0.828 ”╦3=1.035
”╚=150ĪŃ cot(75ĪŃ)=0.268 ”╦1= 0.402 ”╦2=0.536 ”╦3=0.67
2ĪóõXå╬░ÕŃŖ▓█Ą─Ų½ęŲėŗ╦Ń
ŃŖ▓█š█ÅØ┐╔╩╣š█ÅØ╠ÄłAĮŪ▌^ąĪŻ¼┐╔ė├╚╦╣żš█ÅØ│╔ą╬ĪŻī”ė┌š█ÅØłAĮŪę¬Ū¾▌^Ė▀Ą─õX░ÕŻ¼õXå╬░Õ▀ģ▓┐×ķ╗Īą╬╗“▓╗ęÄ(gu©®)ätŪ·ŠĆĄ─õX░ÕąĶ▓╔ė├ŃŖ▓█š█ÅØ╣ż╦ćĪŻŃŖ▓█║¾Ż¼╩ŻėÓ░Õ║±æ¬(y©®ng)×ķ2.0mmŻ¼╦∙ęįŻ¼ŃŖ▓█░Õę╗░Ń╩Ū2.5mm╗“3mm║±Ą─õX░ÕŻ¼ŃŖ▓█╣ż╦接öĄ(sh©┤)░┤░Õ║±t=2.0mmėŗ╦ŃŻ¼╝┤š█ÅØ”╚=90ĪŃĢrŻ¼Ų½ęŲŽĄöĄ(sh©┤)”╦=2-0.5Ż¼×ķ1.5mmĪŻ
«ö(d©Īng)”╚Ī┘90ĪŃĢrŻ¼”╦=1.5*ctg(”╚/2)ĪŻ
3ĪóõXå╬░ÕĘ┤š█
Ę┤š█ĢrŻ¼Ų½ęŲėŗ╦ŃĘĮĘ©═¼╔ŽŻ¼Ą½ĒÜūóęŌĘ┤š█łDą╬│▀┤ńĄ─ś╦ūóę╗░Ń▓╗║¼░Õ║±Ż¼╣╩õXå╬░Õį┌ėŗ╦Ń═ĻŲ½ęŲŽĄöĄ(sh©┤)║¾ąĶ£p╚ź░Õ║±ĪŻ
įO(sh©©)░Õ║±t=3mmŻ¼ätš²š█ŽĄöĄ(sh©┤)×ķ2.5mmŻ¼Ę┤š█ŽĄöĄ(sh©┤)×ķ-0.5mmĪŻ
╦─ĪóõXå╬░Õ╗∙▒Š░Õą═š╣ķ_
╗∙▒Š░Õą═Ą─ŌkĮš╣ķ_╣ż╦ćĄ─ĘĮĘ©Ż║
L▒Ē╩ŠõX░ÕķLČ╚Ż¼W▒Ē╩ŠõX░ÕīÆČ╚,H▒Ē╩ŠõX░Õš█▀ģĖ▀Č╚
Ė∙ō■(j©┤)õX░Õš█ÅØŽĄöĄ(sh©┤)ĻP(gu©Īn)ŽĄŻ¼┐╔Ą├│÷ĻP(gu©Īn)ŽĄ╩ĮŻ║
WĪ»=W -Ż©t - 0.5Ż®X 2 Ż¼ LĪ»=L -Ż©t - 0.5Ż®X Ż¼2 HĪ»=H -t + 0.5 (t×ķõX░Õ║±Č╚)/
õX░Õ║±Č╚Ż©mmŻ®
1.0 1.5 2.0 2.5 3.0 4.0 5.0
Ž┬┴Ž│▀┤ń1Ż©mmŻ®
L+2H-2 L+2H-4 L+2H-6 L+2H-8 L+2H-10 L+2H-14 L+2H-18
Ž┬┴Ž│▀┤ń2Ż©mmŻ®
W+2H-2 W+2H-4 W+2H-6 W+2H-8 W+2H-10 W+2H-14 W+2H-18
2Īó Lą═░Õ
╚²ęĢłD š╣ķ_łD
L▒Ē╩ŠõXå╬░ÕķLČ╚Ż¼W▒Ē╩ŠõX░ÕīÆČ╚,H▒Ē╩ŠõX░Õš█▀ģĖ▀Č╚
Ė∙ō■(j©┤)õX░Õš█ÅØŽĄöĄ(sh©┤)ĻP(gu©Īn)ŽĄŻ¼┐╔Ą├│÷ĻP(gu©Īn)ŽĄ╩ĮŻ║
W1Ī»=W1 -Ż©t - 0.5Ż®X 2
W2Ī»=W2 -Ż©t - 0.5Ż®X 2
LĪ»=L -Ż©t - 0.5Ż®X 2
HĪ»=H - t + 0.5 (t×ķõX░Õ║±Č╚)
õXå╬░Õ║±Č╚Ż©mmŻ®
1.0 1.5 2.0 2.5 3.0 4.0 5.0
Ž┬┴Ž│▀┤ń1Ż©mmŻ®
L+2H-2 L+2H-4 L+2H-6 L+2H-8 L+2H-10 L+2H-14 L+2H-18
Ž┬┴Ž│▀┤ń2Ż©mmŻ®
W+2H-2 W+2H-4 W+2H-6 W+2H-8 W+2H-10 W+2H-14 W+2H-18
3ĪóõXå╬░Õ▓█ą═░Õ
L▒Ē╩ŠõX░ÕķLČ╚Ż¼W▒Ē╩ŠõX░ÕīÆČ╚,H▒Ē╩ŠõX░Õš█▀ģĖ▀Č╚
Ė∙ō■(j©┤)õX░Õš█ÅØŽĄöĄ(sh©┤)ĻP(gu©Īn)ŽĄŻ¼┐╔Ą├│÷ĻP(gu©Īn)ŽĄ╩ĮŻ║
W1Ī»=W1 -Ż©t - 0.5Ż®X 2
W2Ī»=W2 -Ż©t - 0.5Ż®X 2
W3Ī»=W3 -Ż©t - 0.5Ż®X 2
LĪ»=L -Ż©t - 0.5Ż®X 2
HĪ»=H - t + 0.5 (t×ķõX░Õ║±Č╚)
õX░Õ║±Č╚Ż©mmŻ®
1.0 1.5 2.0 2.5 3.0 4.0 5.0
Ž┬┴Ž│▀┤ń1Ż©mmŻ®
L+2H-2 L+2H-4 L+2H-6 L+2H-8 L+2H-10 L+2H-14 L+2H-18
Ž┬┴Ž│▀┤ń2Ż©mmŻ®
W+2H-2 W+2H-4 W+2H-6 W+2H-8 W+2H-10 W+2H-14 W+2H-18
4ĪóõXå╬░ÕłA╗Ī░Õ
L▒Ē╩ŠõXå╬░ÕķLČ╚Ż¼W▒Ē╩ŠõX░Õ╗ĪķL,H▒Ē╩ŠõX░Õš█▀ģĖ▀Č╚
Ė∙ō■(j©┤)õX░Õš█ÅØŽĄöĄ(sh©┤)ĻP(gu©Īn)ŽĄŻ¼┐╔Ą├│÷ĻP(gu©Īn)ŽĄ╩ĮŻ║
WĪ»=WŻ©R-t/2Ż®/R-(t-0.5) X 2
LĪ»=L -Ż©t - 0.5Ż®X 2
HĪ»=H -t + 0.5 (t×ķõX░Õ║±Č╚)
┐╔Ą├│÷Ž┬▒ĒŻ║
õXå╬░Õ║±Č╚Ż©mmŻ®
1.0 1.5 2.0 2.5 3.0 4.0 5.0
Ž┬┴Ž│▀┤ń1Ż©mmŻ®
L+2H-2 L+2H-4 L+2H-6 L+2H-8 L+2H-10 L+2H-14 L+2H-18
Ž┬┴Ž│▀┤ń2Ż©mmŻ®
W+2H-2 W+2H-4 W+2H-6 W+2H-8 W+2H-10 W+2H-14 W+2H-18
╬ÕĪóõXå╬░Õš█▀ģ╠Ä└Ē
1ĪóõXå╬░Õ░³▀ģ
į┌ū÷╣ż╦ćĢrŻ¼ąĶ░³▀ģėąęįŽ┬ÄūĘNŪķørŻ║
«ö(d©Īng)═¼ę╗éĆ▀ģĮŪĄ─ā╔Ślš█▀ģķLČ╚▓╗ę╗ų┬ĢrŻ¼ąĶ▓╔ė├ķL▀ģ░³Č╠▀ģĄ─ĘĮ╩ĮĪŻŻ©«ö(d©Īng)a>bĢrŻ®
«ö(d©Īng)═¼ę╗éĆĮŪČ╚Ą─ā╔Ślš█▀ģĘĮŽ“▓╗ę╗ų┬ĢrŻ¼ąĶ▓╔ė├╚½░³▀ģĄ─ĘĮ╩ĮĪŻ